
Page 831 - EMUGE
P. 831
Aufnahmen und Gewindeschneidapparate · Tap Holders and Tapping Attachments
Product
7.9 Gewindeschneidapparate SWITCH-MASTER ® 7.9 Tapping attachments SWITCH-MASTER ® Finder
Soft-
synchro
Zum Einsatz des Gewindeschneidapparates ist eine Transportarretierung For the use of our tapping attachments, a stop fi xture is needed for the Speed-
erforderlich: following functions: synchro
Ausführliche Informationen zur Auslegung der Transportarretierung für For more detailed information regarding technical design of the stop fi xture for KSN
SWITCH-MASTER ® siehe Seite 832. the SWITCH-MASTER ® , see page 832.
MQL
MMS
Zyklus zur Gewindeherstellung (Beispiel): Thread production cycle (example):
Der Gewindeschneidapparat wird mittels Werkzeugwechsler in die The tapping attachment is changed into the machine by means of the tool SFM
Maschinenspindel eingewechselt, dabei rastet der Fixierbolzen in den exchanging device, the stop fi xture bolt engages in the stop block, the locking SWITCH-
Arretierblock ein, die Arretierung wird gelöst und der Apparat ist bereit. device is released and the attachment is ready for operation. MASTER
Über den Eilvorschub wird die Startposition angefahren. Der Sicherheits- The attachment is moved to start position in the fast-feed mode. The safety
abstand x ist zu berücksichtigen. distance x must be observed. GR, GR-S
Der Arbeitszyklus wird abgefahren. Während des kompletten Vorgangs The work cycle is performed. During the whole cycle, the machine spindle HF
rotiert die Maschinenspindel rechtsdrehend. Nach Erreichen der program- rotates in a right-hand direction. After reaching the programmed feed depth,
mierten Vorschubtiefe steuert die Z-Achse ohne Verweilzeit auf Rücklauf the Z-axis switches to reverse without any delay. In the interaction between EM
um. Beim Zusammenspiel zwischen Vorschubumkehr der Z-Achse und feed reversal of the Z-axis and the positive feed caused by the pitch of the
dem Zwangsvorschub durch die Steigung des rotierenden Werkzeugs wird rotating tool the clamping head of the tool holder is pulled axially from the Zubehör
der Werkzeugaufnahme-Spannkopf axial aus dem Gewindeschneidapparat tapping attachment. This movement operates the change of the sense of Accessories
gezogen. Dieser Auszug bewirkt das Reversieren der Drehrichtung rotation (reversal). When the tool has come entirely free from the workpiece Tech. Info
(Rücklauf). Nach dem Austritt des Werkzeugs aus dem erzeugten Gewinde the spring-loaded clamping head retracts to its original position, and the
wird der federbeaufschlagte Werkzeugaufnahme-Spannkopf in seine axiale sense of rotation of the tool is changed again.
Ausgangsposition zurückgezogen und das Werkzeug wechselt erneut die The machine spindle is again in start position.
Drehrichtung.
Die Maschinenspindel befi ndet sich in der Startposition.
S
z
y
t
x
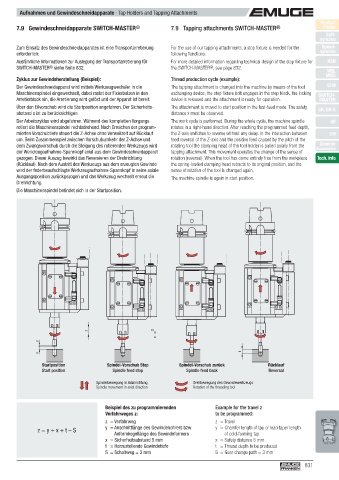
Startposition Spindel-Vorschub Stop Spindel-Vorschub zurück Rücklauf
Start position Spindle feed stop Spindle feed back Reversal
Spindelbewegung in Axialrichtung Drehbewegung des Gewindewerkzeugs
Spindle movement in axial direction Rotation of the threading tool
Beispiel des zu programmierenden Example for the travel z
Verfahrweges z: to be programmed:
z = Verfahrweg z = Travel
z = y + x + t – S y = Anschnittlänge des Gewindebohrers bzw. y = Chamfer length of tap or lead taper length
Anformkegellänge des Gewindeformers of cold-forming tap
x = Sicherheitsabstand 5 mm x = Safety distance 5 mm
t = Herzustellende Gewindetiefe t = Thread depth to be produced
S = Schaltweg = 3 mm S = Gear change path = 3 mm
831