
Page 815 - EMUGE
P. 815
Aufnahmen und Gewindeschneidapparate · Tap Holders and Tapping Attachments
Product
7.4 Synchrone Gewindeherstellung 7.4 Rigid tapping Finder
Soft-
synchro
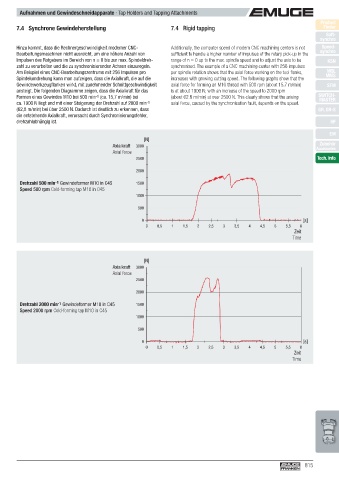
Hinzu kommt, dass die Rechnergeschwindigkeit moderner CNC- Additionally, the computer speed of modern CNC machining centers is not Speed-
Bearbeitungs maschinen nicht ausreicht, um eine höhere Anzahl von suffi cient to handle a higher number of impulses of the rotary pick-up in the synchro
Impulsen des Rotgebers im Bereich von n = 0 bis zur max. Spindeldreh- range of n = 0 up to the max. spindle speed and to adjust the axis to be KSN
zahl zu verarbeiten und die zu synchronisierenden Achsen einzuregeln. synchronised. The example of a CNC machining center with 256 impulses
Am Beispiel eines CNC-Bearbeitungszentrums mit 256 Impulsen pro per spindle rotation shows that the axial force working on the tool fl anks, MQL
Spindelumdrehung kann man aufzeigen, dass die Axialkraft, die auf die increases with growing cutting speed. The following graphs show that the MMS
Gewindewerkzeugfl anken wirkt, mit zunehmender Schnittgeschwindigkeit axial force for forming an M10 thread with 500 rpm (about 15.7 m/min) SFM
ansteigt. Die folgenden Diagramme zeigen, dass die Axialkraft für das is at about 1900 N; with an increase of the speed to 2000 rpm
Formen eines Gewindes M10 bei 500 min -1 (ca. 15,7 m/min) bei (about 62.8 m/min) at over 2500 N. This clearly shows that the arising SWITCH-
MASTER
ca. 1900 N liegt und mit einer Steigerung der Drehzahl auf 2000 min -1 axial force, caused by the synchronisation fault, depends on the speed.
(62,8 m/min) bei über 2500 N. Dadurch ist deutlich zu erkennen, dass GR, GR-S
die entstehende Axialkraft, verursacht durch Synchronisierungsfehler,
drehzahlabhängig ist. HF
EM
[N]
Axialkraft 3000 Zubehör
Axial force Accessories
2500 Tech. Info
2000
Drehzahl 500 min -1 Gewindeformer M10 in C45 1500
Speed 500 rpm Cold-forming tap M10 in C45
1000
500
0 [s]
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5 5,5 6
Zeit
Time
[N]
Axialkraft 3000
Axial force
2500
2000
Drehzahl 2000 min -1 Gewindeformer M10 in C45 1500
Speed 2000 rpm Cold-forming tap M10 in C45
1000
500
0 [s]
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5 5,5 6
Zeit
Time
815