
Page 818 - EMUGE
P. 818
Aufnahmen und Gewindeschneidapparate · Tap Holders and Tapping Attachments
Product
Finder 7.4 Synchrone Gewindeherstellung 7.4 Rigid tapping
Soft-
synchro
Speed- Zusammenfassung Summary
synchro
Um die gesamte Auswirkung der einzelnen Einfl ussfaktoren, die hier To realise the total effect of the individual infl uencing factors mentioned before
KSN angesprochen wurden, auf die Axialkraftkomponente des Gewinde- on the axial force component of the thread producing process, the shown
herstellungsprozesses zu erkennen, müssen die aufgeführten möglichen possible position faults, length changes resp. the forces causing length
MQL Positionsfehler, Längenänderungen bzw. Kräfte, die zu Längenänderungen changes must be combined.
MMS
führen, zusammengefasst werden.
SFM
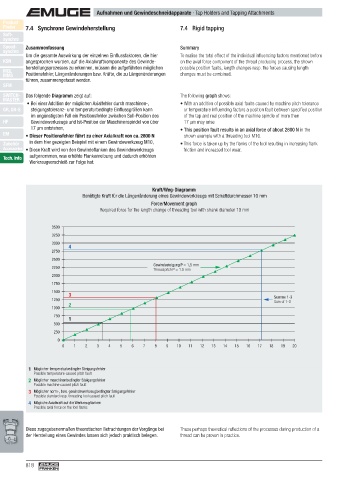
SWITCH- Das folgende Diagramm zeigt auf: The following graph shows:
MASTER
• Bei einer Addition der möglichen Axialfehler durch maschinen-, • With an addition of possible axial faults caused by machine pitch tolerance
GR, GR-S steigungs toleranz- und temperaturbedingte Einfl ussgrößen kann or temperature infl uencing factors a position fault between specifi ed position
im ungünstigsten Fall ein Positionsfehler zwischen Soll-Position des of the tap and real position of the machine spindle of more then
HF Gewindewerkzeugs und Ist-Position der Maschinenspindel von über 17 µm may arise
17 µm entstehen, • This position fault results in an axial force of about 2800 N in the
EM • Dieser Positionsfehler führt zu einer Axialkraft von ca. 2800 N shown example with a threading tool M10.
Zubehör in dem hier gezeigten Beispiel mit einem Gewindewerkzeug M10, • This force is taken up by the fl anks of the tool resulting in increasing fl ank
Accessories • Diese Kraft wird von den Gewindefl anken des Gewindewerkzeugs friction and increased tool wear.
aufgenommen, was erhöhte Flankenreibung und dadurch erhöhten
Tech. Info
Werkzeugverschleiß zur Folge hat.
Kraft/Weg-Diagramm
Benötigte Kraft für die Längenänderung eines Gewindewerkzeugs mit Schaftdurchmesser 10 mm
Force/Movement graph
Required force for the length change of threading tool with shank diameter 10 mm
[N]
Kraft 3500
Force 3250
3000
4
2750
2500
Gewindesteigung P = 1,5 mm
2250
Thread pitch P = 1.5 mm
2000
1750
1500
3 Summe 1-3
1250 Sum of 1-3
2
1000
750
1
500
250
0 [µm]
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Längenänderung
Length change
1 Möglicher temperaturbedingter Steigungsfehler
Possible temperature-caused pitch fault
2 Möglicher maschinenbedingter Steigungsfehler
Possible machine-caused pitch fault
3 Möglicher norm-, bzw. gewindewerkzeugbedingter Steigungsfehler
Possible standard resp. threading tool caused pitch fault
4 Mögliche Axialkraft auf die Werkzeugfl anken
Possible axial force on the tool fl anks
Diese zugegebenermaßen theoretischen Betrachtungen der Vorgänge bei These perhaps theoretical refl ections of the processes during production of a
der Herstellung eines Gewindes lassen sich jedoch praktisch belegen. thread can be proven in practice.
818
818