
Page 817 - EMUGE
P. 817
Aufnahmen und Gewindeschneidapparate · Tap Holders and Tapping Attachments
Product
7.4 Synchrone Gewindeherstellung 7.4 Rigid tapping Finder
Soft-
synchro
Speed-
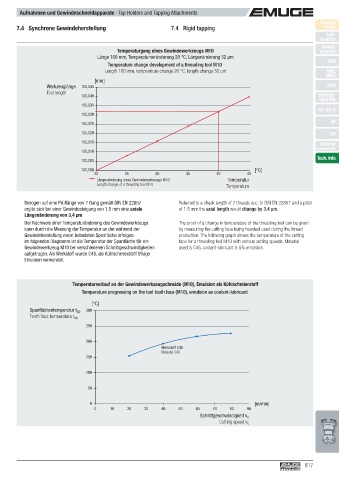
Temperaturgang eines Gewindewerkzeugs M10 synchro
Länge 100 mm, Temperaturveränderung 20 °C, Längenänderung 32 µm
KSN
Temperature change development of a threading tool M10
Length 100 mm, temperature change 20 °C, length change 32 µm MQL
MMS
[mm]
Werkzeuglänge 100,045 SFM
Tool length
100,040 SWITCH-
MASTER
100,035
GR, GR-S
100,030
100,025 HF
100,020 EM
100,015 Zubehör
Accessories
100,010
Tech. Info
100,005
100,000 [°C]
20 25 30 35 40 45
Längenänderung eines Gewindewerkzeugs M10 Temperatur
Length change of a threading tool M10 Temperature
Bezogen auf eine Prüfl änge von 7 Gang gemäß DIN EN 22857 Referred to a check length of 7 threads acc. to DIN EN 22857 and a pitch
ergibt sich bei einer Gewindesteigung von 1,5 mm eine axiale of 1.5 mm the axial length would change by 3.4 µm.
Längenänderung von 3,4 µm.
Der Nachweis einer Temperaturänderung des Gewindewerkzeugs The proof of a change in temperature of the threading tool can be given
kann durch die Messung der Temperatur an der während der by measuring the cutting face being heaviest used during the thread
Gewindeher stellung meist belasteten Spanfl äche erfolgen. production. The following graph shows the temperature of the cutting
Im folgenden Diagramm ist die Temperatur der Spanfl äche für ein face for a threading tool M10 with various cutting speeds. Material
Gewindewerkzeug M10 bei verschiedenen Schnittgeschwindigkeiten used is C45, coolant-lubricant is 5% emulsion.
aufgetragen. Als Werkstoff wurde C45, als Kühlschmierstoff 5%ige
Emulsion verwendet.
Temperaturverlauf an der Gewindewerkzeugschneide (M10), Emulsion als Kühlschmierstoff
Temperature progressing on the tool tooth face (M10), emulsion as coolant-lubricant
[°C]
Spanfl ächentemperatur t sp 300
Tooth face temperature t sp
250
200
Werkstoff C45
Material C45
150
100
50
0 [m/min]
0 10 20 30 40 50 60 70 80 90
Schnittgeschwindigkeit v c
Cutting speed v c
817
817